There are two dark colored cars parked in the foreground, and a white van parked in front of the Daval Automotive store. There are two snow hills on either side of the photograph.
There are two dark colored cars parked in the foreground, and a white van parked in front of the Daval Automotive store. There are two snow hills on either side of the photograph.
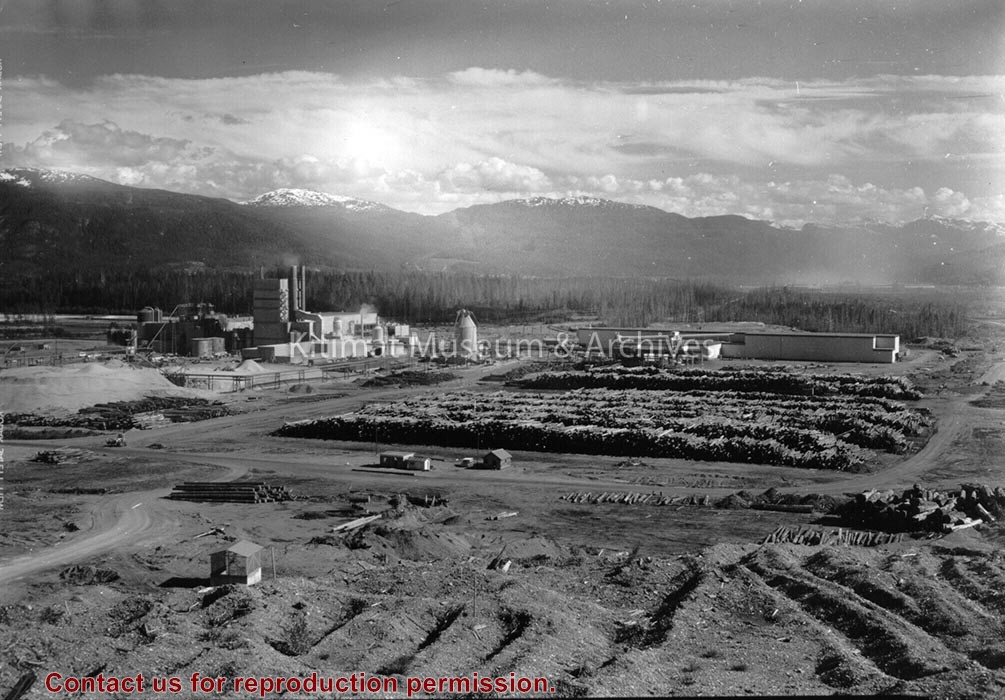
In the foreground are hills of sawdust, and in the middle are numerous rows of log piles. The mill is on the left side of the photograph, with trees and mountains in the background.
In the foreground are hills of sawdust, and in the middle are numerous rows of log piles. The mill is on the left side of the photograph, with trees and mountains in the background.
The crew of DC-3 casting machine raised the 15, 000 lb ingot containing the two millionth ton of aluminum production at Kitimat Works on October 14, 1966. Caption from article published in the Ingot. Asst. Works Manager T.L. "Bud" Gibson was on hand to congratulate DC-3 operator Manuel Trigo. Also shown in the photo from left are Bruno Unger, shift foreman, John Jeffrey, general foreman, Evaristo de Melo, asst. operator, Heinz Kaimbach, asst. op., Manuel DeCosta, shift foreman, Paul Loeffier, Op. slab saw, Mr. Gibson and Mr. Trigo; Casting Division Superintendent Jim Bell, Packaging and Shipping general foreman Bill Keith, day foreman Tony Coppens, Casting Superintendent Bob Reid, shift foreman Bernard Dicker, main. foreman Earl Welin and day foreman Helmut Benn. Dimensions of the ingot in the picture are 20 1/2" x 40" x 187". It weights 15, 147 lbs.
The crew of DC-3 casting machine raised the 15, 000 lb ingot containing the two millionth ton of aluminum production at Kitimat Works on October 14, 1966. Caption from article published in the Ingot. Asst. Works Manager T.L. "Bud" Gibson was on hand to congratulate DC-3 operator Manuel Trigo. Also shown in the photo from left are Bruno Unger, shift foreman, John Jeffrey, general foreman, Evaristo de Melo, asst. operator, Heinz Kaimbach, asst. op., Manuel DeCosta, shift foreman, Paul Loeffier, Op. slab saw, Mr. Gibson and Mr. Trigo; Casting Division Superintendent Jim Bell, Packaging and Shipping general foreman Bill Keith, day foreman Tony Coppens, Casting Superintendent Bob Reid, shift foreman Bernard Dicker, main. foreman Earl Welin and day foreman Helmut Benn. Dimensions of the ingot in the picture are 20 1/2" x 40" x 187". It weights 15, 147 lbs.
Photo showing Skaglund Logging moving a portable steel spar, mounted on an army tank chassis, from the Canadian National Railway yards to a logging operation on the Reserve of the Kildala Dyke.
Photo showing Skaglund Logging moving a portable steel spar, mounted on an army tank chassis, from the Canadian National Railway yards to a logging operation on the Reserve of the Kildala Dyke.
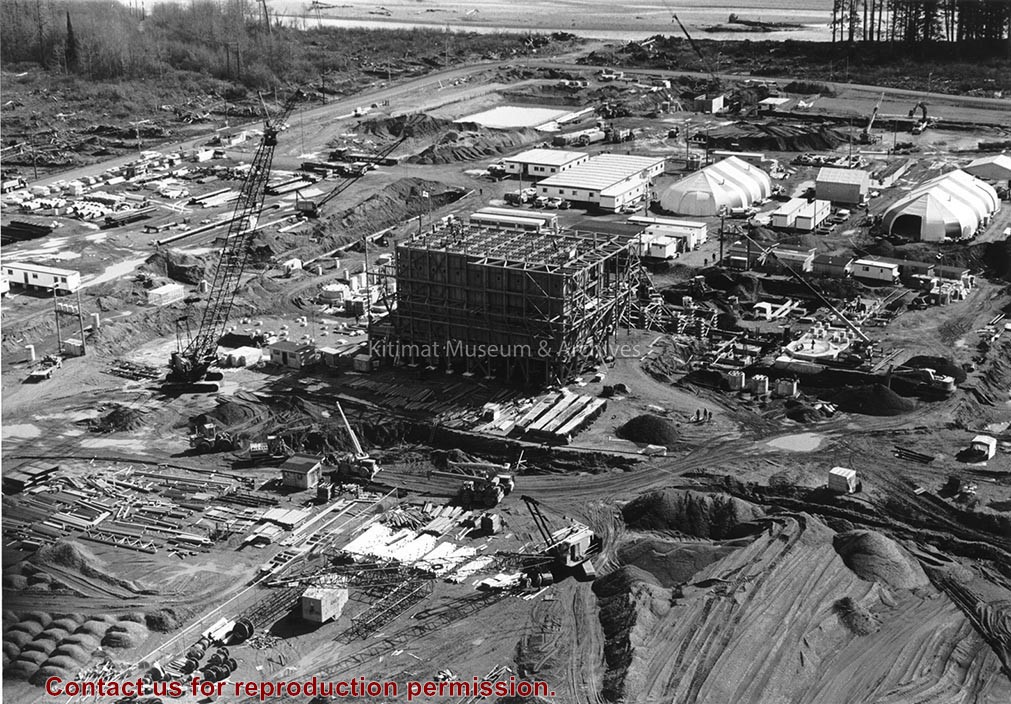
Photograph of aerial view looking north showing compacted fill being placed for cryolite recovery plant and area south of potline 7. Machinery visible working.
Bud Powell is a longtime resident of Kitimat and former smeltersite resident. He worked for Alcan.
Custodial History
Donated by Bud Powell.
Scope and Content
Photograph of aerial view looking north showing compacted fill being placed for cryolite recovery plant and area south of potline 7. Machinery visible working.
Photo showing 1st Filling Station, Manager, Norm Wise, Customer, Pete Harder, station at Columbia and Kuldo. British American Oil Company at that time.
Photo showing 1st Filling Station, Manager, Norm Wise, Customer, Pete Harder, station at Columbia and Kuldo. British American Oil Company at that time.